|

Самый большой, самый дорогой и самый ответственный узел легкового автомобиля — его кузов. Он определяет не только основные потребительские свойства (скорость, комфорт, эстетическое восприятие автомобиля в целом и т. д.), но и безопасность водителя и пассажиров. Поэтому требования к кузову неуклонно повышаются.
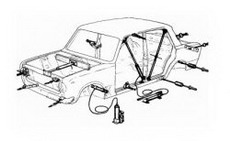
Кузов первых моделей ВАЗ, так называемой классической компоновки, соответствовал требованиям своего времени и представлял собой конструкцию, которая состояла из нескольких крупногабаритных деталей (крыша, капот, панели пола, щиток передка) и большого числа сварных узлов, включающих относительно простые мелкие детали. Конструкция определяла и требования к материалам, и технологиям штамповки и сварки.
Так, основную массу деталей выполняли из холоднокатаного проката стали 08Ю категорий вытяжки СВ, ОСВ, а наиболее простые детали — из сталей 08кп и 08пс категории вытяжки ВГ. Прокат первой группы отделки поверхности, соответствующий категориям вытяжки ОСВ и ВОСВ для лицевых деталей кузова, закупали главным образом за рубежом.
Комплекс сварки кузовов классических моделей (ВАЗ-2101 — ВАЗ-2107) состоял из поточных линий на базе многоточечных сварочных машин и стендов ручной сварки. То есть оборудования, предназначенного для сварки непокрытых сталей. Оно отличалось высокой производительностью, относительной компактностью, надежностью в эксплуатации, хорошей ремонтопригодностью и в то же время — недостаточной гибкостью, что не способствовало изменению конструкции деталей в процессе модернизации автомобиля или смены модельного ряда, имело ограничения по сварке деталей из оцинкованных сталей. В частности, в последнем случае существенно снижало свою производительность из-за необходимости остановок для проведения периодической ручной зачистки электродов контактных машин.
К моменту постановки на производство семейства автомобилей ВАЗ-2108 требования к кузову изменились. Соответственно другими стали и подходы к его проектированию. Например, кузов ВАЗ-2108, в отличие от кузова ВАЗ-2101, не имеет деталей и узлов, устанавливаемых в процессе доварки черного кузова. Он состоит из каркаса и съемных узлов (двери, капот, крылья), а каркас — из пяти основных узлов: пола, правой и левой боковин, рамы ветрового окна и крыши. В результате конструкция стала более технологичной, в ней снизилось число деталей и узлов. К примеру, если кузов автомобиля ВАЗ-21013 состоял из 536 деталей, то кузов ВАЗ-2108 — из 368. Благодаря этому удалось уменьшить и число сборочно-сварочных операций, и число сварочных точек. (К примеру, последних с 7300 до 4300.) При этом доля сварки в автоматических линиях увеличилась с 45 до 96 %. Итог трудоемкость изготовления кузова снизилась с 9,89 до 6,7 нормо-ч, численность рабочих в цехах сварки — на 350 чел.
Автомобили семейства ВАЗ-2108 были первыми среди отечественных АТС, где для повышения коррозионной стойкости кузова стали применять детали из электрооцинкованного проката. Всего таких деталей 16, а их масса составляет ~11 % обшей массы кузова.
Появление нового типа материала серьезно повлияло и на технологию изготовления кузова. Дело в том, что штамповать детали из оцинкованных сталей гораздо сложнее: покрытие существенно влияет на коэффициент трения в зоне контакта заготовки со штампом и, следовательно, на условия течения металла в процессе формовки и вытяжки; поверхностный слой имеет склонность к шелушению и отслоению в условиях пластической деформации металла-основы и контактного воздействия со стороны штампового инструмента, В силу этих особенностей штамповка электрооцинкованного проката требует дополнительных затрат и ужесточения технологической дисциплины. Например, при рубке заготовок, чтобы избежать отслоений покрытия в зоне реза и последующего их переноса с кромок заготовок на зеркало штампа, нужно очень точно выдерживать зазоры в режущем инструменте. Иначе в процессе штамповки, когда контактные давления очень высоки, сдираемые микрочастицы цинка привариваются к поверхности штампа, постепенно коагулируют и накапливаются в виде достаточно крупных металлических наростов, которые травмируют поверхность листа, оставляя на ней дефекты в виде выпуклостей, что совершенно недопустимо для лицевых деталей кузова.
Вторая группа особенностей оцинкованных сталей — их худшая, по сравнению с непокрытым металлом, свариваемость и повышенный износ сварочных электродов. Потому, что цинковое покрытие увеличивает контактные электросопротивления в парах электрод — деталь и деталь — деталь . Следовательно, уменьшает сварочный ток и количество теплоты в зоне свариваемого соединения. Чтобы компенсировать это явление, сварочный ток приходится увеличивать, в зависимости от типа покрытия, на 5—15 %. Но в условиях высоких токов, температур и давления материал электрода начинает активно взаимодействовать с цинком, образуя легкоплавкие эвтектики (латуни). В итоге электрод по микронеровностям очень охотно приваривается к поверхности листа, а при размыкании контакта вызывает повышенную эрозию контактной поверхности. При этом масса данного участка поверхности возрастает, значит, снижаются плотность тока в контакте и диаметр ядра сварочной точки. Кроме того, постепенно образующийся слой латуни на контактной поверхности электрода повышает его электрическое сопротивление и соответственно снижает количество теплоты, выделяющейся в сварном соединении, что также уменьшает диаметр ядра сварной точки.
Было очевидно, что решить перечисленные проблемы можно только одним способом — перейти на оборудование, способное автоматически регулировать величины сварочного тока и периодически зачищать рабочую поверхность электродов. Что и сделали: ВАЗ перешел на автоматические линии и посты, оснащенные робототехническими комплексами, созданными в сотрудничестве с фирмами Сиаки и Кука .
Следующим этапом эволюции кузова стали разработка и постановка на производство автомобилей семейства ВАЗ-2110. Данный этап во многом перенял лучшие технические решения, опробованные на семействе ВАЗ-2108. Например, общее число деталей кузова, несмотря на более сложную конструкцию, снизилось, по сравнению с ВАЗ-2108, на 20 шт., а число сварочных точек возросло лишь на 478 (10 %). Однако необходимость обеспечения современных требований экономики заставила улучшать аэродинамику автомобиля и, как следствие, усложнять форму деталей. Что повлекло за собой увеличение объемов применения высокотехнологичных штампуемых сталей, еще большее ужесточение требований к оборудованию и штамповой оснастке. Поэтому под проект пришлось закупить и смонтировать пять новых автоматических вырубных и штамповочных линий, в том числе уникальный для России шестипозиционный пресс-автомат усилием 32 тыс. кН с гидравлической маркетной подушкой на первой позиции, выпускаемый немецкой фирмой Эрфурт и предназначенный для штамповки крупногабаритных деталей. Кроме того, под техническим руководством ВАЗа отечественными металлургическими комбинатами ОАО НЛМК (Липецк), Северсталь (Череповец), ММК (Магнитогорск), АО ЛМЗ (Лысьва) совместно с ЦНИИЧМ имени Бардина (Москва) было освоено производство современных автолистовых сталей, в том числе с цинковыми покрытиями, что позволило полностью обеспечить нынешнюю потребность отечественной автомобильной промышленности в качественном металлопрокате. В том числе практически всю потребность ВАЗа в холоднокатаном листе первой группы отделки поверхности (-155 тыс. т в год, из них 41 тыс. т — оцинкованный прокат), в горячеоцинкованной (-9 тыс. т в год) и электрооцинкованной (-76 тыс. т в год) сталях.
В настоящее время с целью повышения качества штампуемых деталей проводятся работы с металлургическими комбинатами по использованию нового поколения консервационно-технологических смазок для листового проката, внедрению специальных моечных машин для особо ответственных лицевых деталей кузова. Нарабатываются мероприятия по исключению попадания дополнительных загрязнений на поверхность проката в процессах переработки (резка заготовок, хранение, транспортировка и штамповка).
Объем применения оцинкованных сталей в кузове ВАЗ-2110 достиг 52 %его массы. Что в сочетании с дополнительной обработкой опасных зон специальными защитными составами и высококачественным лакокрасочным покрытием гарантирует защиту его деталей от сквозной коррозии на срок до шести лет. Однако рост числа деталей, выполняемых из оцинкованных сталей, еще более обострил проблему обеспечения качества штамповки. В частности, чтобы уменьшить налипание цинка, необходима дополнительная операция ручной периодической очистки зеркала штампа. Что, безусловно, сказывается на трудоемкости изготовления деталей и производительности оборудования. Поэтому ВАЗ проводит подготовительные работы по закупке лицензии и освоению технологии хромирования формообразующих поверхностей штампов, которое, как известно, позволяет решить проблему на современном уровне.
Широкое применение оцинкованных сталей потребовало принятия новых решений и в отношении всего сварочного комплекса, в том числе значительного усложнения, как механики, так и систем управления сварочных линий: теперь общее число используемых сварочных роботов достигло 220 шт. В состав автоматических линий, кроме традиционных постов сварки, вошли посты промазки кузова мастиками перед сваркой и нанесения высокопрочного клея на стыке капота перед его зафланцовкой. В линиях сварки впервые в нашей стране в больших (~50 шт./кузов) объемах применена полуавтоматическая и автоматическая дугоконтактная приварка болтов, заменившая собой традиционную рельефную сварку, требующую пробивки отверстий в листовой детали.
Автомобиль ВАЗ-1118 — очередной шаг на пути повышения безопасности и коррозионной стойкости кузова. И хотя объем применения оцинкованных сталей здесь остался на уровне кузова автомобиля ВАЗ-2110, существенно изменилась структура этого объема: значительно увеличилась доля горячеоцинкованного проката, а доля электрооцинкованного, наоборот, снизилась, что позволило существенно увеличить поверхность деталей, защищенных цинковым покрытием. Так, если у кузова ВАЗ-2110 оцинкованная поверхность составляла 29 %, то у ВАЗ-2118 - уже 52 %.
Переход на горячеоцинкованный прокат выгоден и в экономическом отношении: технологическая себестоимость изготовления данного проката на 10—15 % ниже, чем проката электрооцинкованного. Кроме того, он более технологичен с точки зрения штамповки. Во-первых, в качестве его основы используются высокопластичные стали со сверхнизким содержанием углерода (IF-стали); во-вторых, покрытие из более мягкого металла оказывает то же влияние, что и твердая смазка, т. е. в определенной степени облегчает процесс штамповки, улучшая условия течения металла.
Проблема обеспечения свариваемости горячеоцинкованного проката решается за счет использования сварочных роботов с современными системами управления циклом сварки и автоматической зачисткой электродов. Для снижения затрат на электродные материалы применяются электроды колпачкового типа с внутренним посадочным конусом.
Вторая особенность кузова ВАЗ-1118 — более широкое, чем на ВАЗ-2110, применение низколегированных и двухфазных (ферритно-мартенситных) сталей повышенной прочности, освоенных отечественной металлургической промышленностью (НЛМК и ЧерМК). Такой переход, во-первых, увеличивает прочность и уровень пассивной безопасности кузова, во-вторых, снижает его материалоемкость (собственную массу) и положительно сказывается на динамических характеристиках, топливной экономичности и других потребительских свойствах автомобиля.
Правда, данные стали, обладают несколько меньшей, чем традиционные, пластичностью и, как следствие, ограниченными возможностями по вытяжке, повышенным пружинением, развивают большую нагрузку на штамповую оснастку и т. д. Все это учитывалось при разработке как конструкции кузова автомобиля ВАЗ-2118, так и технологии его изготовления. Например, основу технологии составляют робототехнические комплексы, изначально рассчитанные на значительное увеличение объемов применения именно горячеоцинкованной стали. Причем число роботов возросло до 360, т. е., по сравнению с комплексом сварки автомобиля ВАЗ-2110, на 64 %. При этом существенно изменился подход к построению самих автоматических линий. Роботы нового поколения грузоподъемностью 150/200/300 кг позволили перейти к технологической схеме так называемого сада роботов , где автоматы не только выполняют операции сварки, но и манипулируют узлами в процессе доварки кузова на стационарных клещах, а также передают его с поста на пост. Что дало возможность отказаться от сложных традиционных линейных транспортеров, существенно повысить технологическую гибкость оборудования при последующих модернизациях автомобилей. А главное — применять современные специализированные пакеты компьютерного моделирования для оптимизации пропускной способности линий и емкости накопителей, проектирования, изготовления и аттестации всей технологической оснастки сварочных линий, используя математические модели деталей кузова. В конечном итоге — обеспечить собираемость кузовов и оптимальную геометрию кузова. Причем оптимизация сборочно-сварочных операций, оценка технологичности конструкции кузова на предмет доступа сварочных клещей к месту сварки выполняются еще на этапе проектирования сварочной оснастки, что значительно снижает затраты и сокращает сроки подготовки производства.
|